Doa là khoan lỗ rộng lớn đi ra với bể dày rời không nhiều để làm những lỗ ghép đúng chuẩn với độ bóng đẹp mặt phẳng cao, việc gia công đa phần được triển khai bởi vì phẩn cạnh vạt của lưỡi doa, trong những lúc lưỡi rời ở chu vi đưa đến chừng đích thị độ cao thấp, chừng đúng chuẩn hình dạng và độ bóng đẹp bể mặt
Đặc điểm - năng lực technology của doa
Doa là cách thức gia công tinh nghịch những lỗ sau thời điểm khoan, khoét hoặc tiện. Doa hoàn toàn có thể đạt chừng đúng chuẩn cấp cho 9 ÷ 7, Ra = 0,63 ÷ 1,25 μm, khi sẵn sàng công nghệ và dao đảm bảo chất lượng hoàn toàn có thể đạt cấp cho đúng chuẩn 6, Ra = 0,63μm tuy nhiên ngân sách tạo ra cao, năng suất thấp nên không nhiều người sử dụng.
Bạn đang xem: Doa là phương pháp gia công tinh các lỗ sau khi khoan, khoét hoặc tiện
Doa có tính cứng vững vàng cao, lưỡi rời thông thường phân bổ ko đối xứng nên rời được rung động vô quy trình rời, góc trước rộng lớn nên hoàn toàn có thể rời được lớp phoi mỏng dính.
Chế chừng rời khi doa
Lượng dư khi doa được kiểm soát khá nghiêm ngặt, thông thường doa thô t = 0,25 ÷ 0,5 milimet, doa tinh nghịch t = 0,05 ÷ 0,15 milimet. Vận tốc rời khi doa nhỏ, thông thường v = 8 ÷10 m/ph. Lượng chạy dao s = 0,5 ÷ 3,5 mm/vòng. Mặc đù véc tơ vận tốc tức thời rời thấp tuy nhiên năng suất doa vẫn cao nhờ lượng chạy dao s rộng lớn.
Nhược điểm cơ phiên bản của doa là ko sửa được sai chếch về địa điểm đối sánh tương quan vì thế các bước hoặc vẹn toàn công sát trước nhằm lại (hoặc hoàn toàn có thể sửa được tuy nhiên ko xứng đáng kể).
Một số giải pháp technology khi doa
Doa hoàn toàn có thể triển khai bên trên những loại máy như: máy khoan, máy tiện, máy phay, máy doa hoặc triển khai thủ công bằng tay.
Doa máy
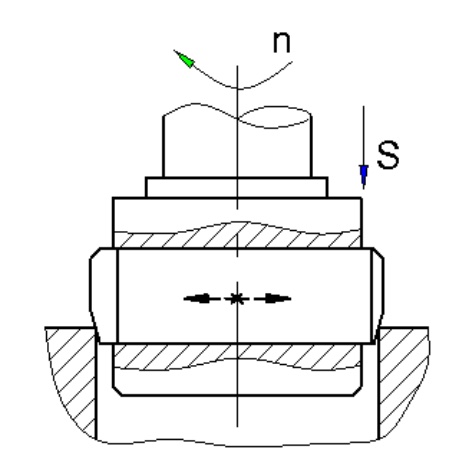
Doa máy với 2 phương pháp:
- Doa chống bức: Dao doa được nôi cứng với trục chủ yếu của sản phẩm. Doa chống bức với điểm yếu cơ phiên bản là lỗ thông thường bị lắc rộng lớn hoặc lỗ bị xiên và dao dễ dẫn đến kẹt, gẫy.Nguyên nhân: Chủ yếu đuối là do chừng chếch tâm đằm thắm lối tâm trục chủ yếu của sản phẩm với tâm lỗ gia công, vì thế trục chủ yếu bị hòn đảo,..
- Doa tuỳ động: Doa tuỳ động với nhị phương pháp:
- Dao doa được nối với tuỳ động với trục chủ yếu của sản phẩm bởi vì khớp tuỳ động. Lúc này dao trọn vẹn phụ thuộc vào lỗ vẫn với nhằm tự động dẫn phía nên nó xử lý được nhược điểm của cách thức trên
. 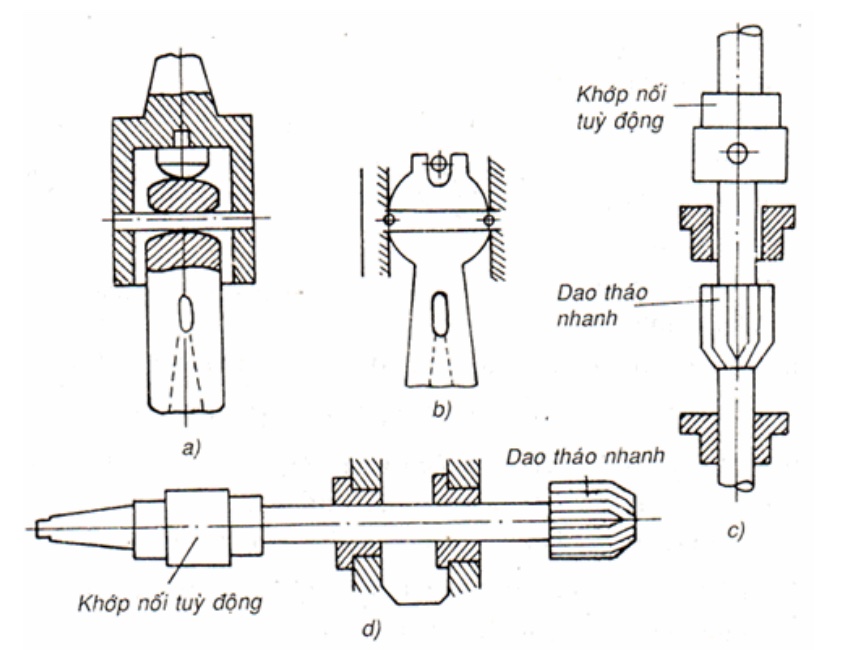
- Sử dụng kết cấu dao doa tuỳ động
Kết cấu dao doa tuỳ động rất rất giản dị, dao chỉ mất nhị lưỡi rời, những lưỡi rời với năng lực di dịch một ít theo đuổi phương phía kính nhằm tự động lựa vô lỗ gia công. Do lưỡi dao không nhiều nên dao chóng ngót nhưng tại vì với kết cấu giản dị nên dễ dàng giũa lại

Doa tay
Bản hóa học quy trình rời và những hoạt động tương tự doa máy tuy nhiên ở phía trên các chuyển động rời vì thế tay người người công nhân triển khai. Nừu thao tác của những người người công nhân nhịp nhàng, uyển gửi thì doa tay hoàn toàn có thể đạt chừng đúng chuẩn cao hơn nữa doa máy. Dao doa tay khác dao doa máy ở phần dao doa tay và với góc ϕ nhỏ rộng lớn và phần dẫn phía lâu năm đối với dao doa máy.
Các nhân tố về kết cấu khi dao
Tuỳ theo đuổi 2 lần bán kính lỗ gia công tuy nhiên mũi doa với kết cấu không giống nhau. cũng có thể với những mũi doa răng ngay tắp lự, doa răng lẹo (điều chỉnh theo đuổi lối kính). Các răng doa hoàn toàn có thể thực hiện bởi vì thép cac bon, thép kim loại tổng hợp công cụ, thép bão táp hoặc kim loại tổng hợp cứng. Cũng như mũi khoan, khoét, mũi doa cũng đều có 3 phần: phần thao tác làm việc, cổ doa và chuôi.
Phần thao tác làm việc về mũi doa
Phần thao tác làm việc là phần chủ yếu về mũi doa, với chiều lâu năm L. Đầu mút phần thao tác làm việc có tính rộng lớn kha khá rộng lớn (450) nhằm mũi doa dễ dàng đi vào lỗ. Tiếp tiếp sau đó là phần còn rời nghiêng một góc j. Phần này còn có lưõi rời chủ yếu nhằm rời hết lượng dư khi doa. Tiếp theo đuổi là phần trụ với chiều lâu năm l2, dùng làm triết lý mũi doa vô lỗ khi thao tác làm việc, mặt khác thực hiện phần dự trữ khi giũa lại mũi doa. Trên phần hình trụ này còn có những lưỡi rời phụ dọc từ răng về mũi doa. Các lưỡi rời phụ có công dụng sữa đích thị và thực hiện tăng độ bóng đẹp mặt phẳng lỗ. Do tê liệt phần trụ còn mang tên gọi là phần sữa đích thị.
Sau phần sữa thực sự phần côn ngược l3 . Phần này còn có tính năng rời quỷ sát đằm thắm mũi doa và mặt phẳng lỗ vẫn gia công và rời lượng lắc rộng lớn lỗ. Đối với lưỡi vì thế tay thì chừng côn ngược là 0,005mm. Đối với với lưỡi doa máy là 0,04-0,06 milimet bên trên cả chiều lâu năm phần côn ngược.
Mũi doa có số lưỡi cắt rộng lớn (z= 6 – 18). Lưỡi rời hoàn toàn có thể sắp xếp trực tiếp hoặc nghiêng so với trục doa. Do tác dụng tuy nhiên chia nhỏ ra doa máy, doa tay,.. mang lại tớ những nhân tố hình học tập phần rời của doa.
Góc về mũi doa
Góc nghiêng chủ yếu j về mũi doa bên trên phần côn rời có công dụng như mũi khoét. Đối với mũi doa máy người sử dụng gia công vật tư mềm thì góc j=150. Với trị số này của góc j đáp ứng độ bóng đẹp gia công tối đa và chừng lắc rộng lớn lỗ nhỏ nhất.
Khi doa thô na ná khi doa lỗ ko thông, góc j = 450. Khi gia công vật tư không nhiều mềm thì j= 50 . Đối với mũi doa kim loại tổng hợp cứng thì j = 30 – 450.
Góc trước g của lưỡi rời đo vô thiết diện chủ yếu AA được lựa chọn theo đuổi vật tư gia công và vật tư thực hiện dao. Góc trước về mũi doa tinh nghịch với trị số bởi vì ko, còn so với mũi doa thô thì góc trước lựa chọn kể từ 5 – 100.
Góc sau a cũng đo vô thiết diện AA, được lựa chọn vô số lượng giới hạn kể từ 6 – 120 . Khi gia công vật tư mềm và gia công thô thì lấy trị số rộng lớn, còn khi gia công tinh nghịch thì lấy độ quý hiếm nhỏ.
Trên phần sửa đích thị, dọc từ những răng với cạnh viền f phía trên mặt mũi trục của dao . Chiều rộng lớn cạnh viền f= 0,05 – 0,3mm. Cạnh viền đáp ứng nhằm mũi dao phía đích thị vô lỗ và thực hiện mang lại lỗ đạt được chừng bóng và chừng đúng chuẩn cao. Khi gia công vật tư mềm nhằm rời hiện tượng kỳ lạ kẹt phoi tớ rời chiều rộng lớn cạnh viền xuống khoảng chừng 0,05 – 0,08 milimet.
Góc sau của phần tử sửa đích thị a1 =10 – trăng tròn 0
Mũi doa thông thường được sản xuất với răng thẳng
Vì phoi rời đi ra là phoi vụn. Song nhằm bay phoi được đảm bảo chất lượng , tăng unique mặt phẳng gia công, nhất là lúc doa những lỗ vô với rãnh thì người tớ thực hiện răng nghiêng.
Khi gia công lỗ thông, nhằm bay phoi về phía đầu dao, người tớ thực hiện rãnh xoắn trái ngược, còn khi gia công lỗ thông người tớ thực hiện rãnh xoắn cần.
Khi gia công thép cứng thì w = 7 – 80 , khi gia công gang rèn và thép mềm vừa vặn thì w = 12 – 200. Khi gia công kim loại color thì w = 35 – 450.
Các nhân tố của quy trình doa
Vấn đề tuổi hạc bền về mũi doa
Vấn đề tuổi hạc bền về mũi doa tương quan cho tới việc rời chừng đúng chuẩn vì thế hụt độ cao thấp vì như thế mòn và vì thế sự lắc rộng lớn của lỗ. Thông thường 2 lần bán kính lỗ sau thời điểm doa không giống với 2 lần bán kính thực tiễn về mũi doa. Lượng tăng (hoặc giảm) của đưòng kính lỗ đối với 2 lần bán kính mũi doa được gọi là lượng lắc động dương (hoặc âm).
Nếu người sử dụng mũi doa với j = 30 – 45o để làm lỗ dễ dàng xẩy ra lắc rộng dương. Khi rời j kể từ 20o xuống 5o thì lượng lắc rộng lớn lại gửi lịch sự địa điểm số âm. Hiện tượng này hoàn toàn có thể đưọc lý giải tăng biến tấu đàn hồi. Vì lực phía kính vì thế góc hạ xuống. Khi lưỡi rời chuồn ngoài thì sắt kẽm kim loại của bề mặt lỗ hồi phục quay về tạo ra sự rời 2 lần bán kính. Khi tăng khía cạnh cắt kể từ 2 – 7 m/ph, lượng lắc rộng lớn tiếp tục gửi kể từ âm lịch sự dương. Đó là vì như thế vận tốc rời tăng thì lực hạn hẹp và biến tấu đàn hồi cũng rời.
Dung dịch bóng nguội
Dung dịch bóng nguội với tác động rộng lớn cho tới chừng lắc rộng lớn. Vì hỗn hợp bóng nguội có công dụng cuốn chuồn những thành phần nhỏ của phoi vụn và lẹo dao bám bên trên lưỡi rời.
Xem thêm: Mức chiết khấu (Discount Margin - DM) trong giao dịch kí quĩ chứng khoán là gì? Công thức tính

Góc nghiêng chủ yếu j
Góc nghiêng chủ yếu j với tác động rộng lớn cho tới đặc thù ngót về mũi doa. Thực nghiệm minh chứng rằng, khi gia công thép với j = 5o thì răng mũi doa ngót theo đuổi mặt mũi sau vì như thế lực phía kính tăng. Nếu tăng góc j thì lượng ngót mặt mũi sau rời, tuy nhiên lượng ngót theo đuổi cạnh viền lại tăng. Mũi doa với j = 45o tiếp tục rời lớp phoi với chiều dày rời rộng lớn (az= sz . sinj). Lúc đó cạnh viền ngót tối đa, mặt khác mặt mũi trước cũng ngót trở thành vết lõm.
Lực và năng suất về mũi doa nhỏ vì như thế lớp sắt kẽm kim loại bị rời chuồn rất rất mỏng dính.
Có thể coi từng răng doa là 1 trong dao tiện lỗ và người sử dụng công thức tiện để tính lực rời.
Lực rời khi doa
Pz = Pz’. z (N)
Trong tê liệt :
- Pz’ lực rời tính năng lên một răng về mũi doa , tính theo đuổi tiện.
- z Số răng về mũi doa .
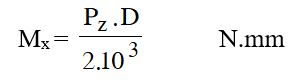
Mômen xoắn tính theo đuổi công thức:
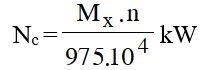
Công suất cắt:
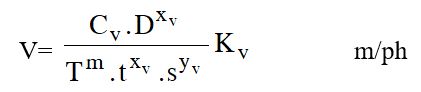
Tốc chừng rời khi doa là 1 trong hàm só của 2 lần bán kính mũi doa D, tuổi hạc bền T, lượng chạy dao s và chiều sâu sắc rời t. Tốc chừng rời còn Chịu tác động của đặc điểm vật tư gia công và nhiều yếu tố khác nữa.
Tốc chừng rời khi doa đưọc tính theo đuổi công thức sau:
Xác toan cơ chế rời khi khoét và doa:
Việc xác lập cơ chế rời khi khoét, doa với kết cấu và hình dạng hợp lí nhất của công cụ rời cần thiết bắt nguồn từ những điều cơ phiên bản sau đây:
-
Từ lượng dư gia công cần ưu tiên lựa chọn chiều sâu sắc rời lớn số 1 thông thường lựa chọn chiều sâu sắc rời bởi vì lượng dư một phía.
-
Lượng chạy dao lớn nhất được cho phép cần lựa chọn bởi vì những ĐK gia công lỗ ,đáp ứng chừng đúng chuẩn ,độ bóng đẹp gia công và những vẹn toàn công tiếp sau.
-
Từ lượng chạy dao công nghệ được cho phép,kể từ tuổi hạc bền hợp lí nhất của công cụ rời tuy nhiên lựa chọn vận tốc cắt
-
Lượng chạy dao khi gia vô tư mũi khoét thép công cụ hoàn toàn có thể tính theo đuổi công thức tay nghề sau:
S = Cs .D0,5 mm/vg
Trong tê liệt :
- Cs -Hệ số tỷ
lệ phụ thuôc vô vật tư gia công và những nhân tố technology. Trị của số Cs hoàn toàn có thể tra theo đuổi những bong tay cơ khí
-
D-Đường kính mũi khoét mm
Lượng chạy dao khi gia vô tư mũi doa thép công cụ tính theo đuổi công thức
s = Cs .D0,7 mm/vg
Một số lưu ý khi doa
- Chỉ nên dao chống bấc vô một trong những tình huống như: những lỗ khoan, khoét, doa trên một lượt gá hoặc những lỗ ngắn ngủi, lỗ rộng lớn. Còn lại nên doa tuỳ động.
- Không nên doa những lỗ quá to, những lỗ với độ cao thấp phi tiêu xài chuẩn chỉnh, những lỗ ngắn ngủi, các lỗ ko thông, những lỗ với rãnh, lỗ bên trên những loại vật tư vượt lên trên cứng hoặc vượt lên trên mượt.
Xem thêm: Từ vựng tiếng Anh về ngân hàng - At the bank (phần 1)
- Thường doa đI theo đuổi cỗ khoan-khoét-doa và dao doa khá nhiều tiền nên dao chỉ sửdụng với hiệu suất cao khi sản lượng gia công đầy đủ rộng lớn.

Xem thêm: Thế Nào Là Khoan, Khoét, Doa Và Taro?









Bình luận